今天的帖子将专门介绍18650电池及其他电池的点电阻焊接设备。在课程中,我们将组装这样的设备,分析其操作的基本原理,并在显微镜下详细检查焊接位置。如今,电池将变得不那么容易。看起来焊接机实际上是由一个变压器和一个控制器组成的,这里可能出什么问题了!

想象一下,一个美好的早晨,您的螺丝刀死了。用螺丝起子拧紧螺钉不是一件大事,因此您需要解决该问题。罪魁祸首是镍积累者,他们过早去了瓦尔哈拉(Valhalla)喝酒和用剑作战。它们被紧凑的大电流锂离子电池所取代,其性能比其前代产品高出许多倍。
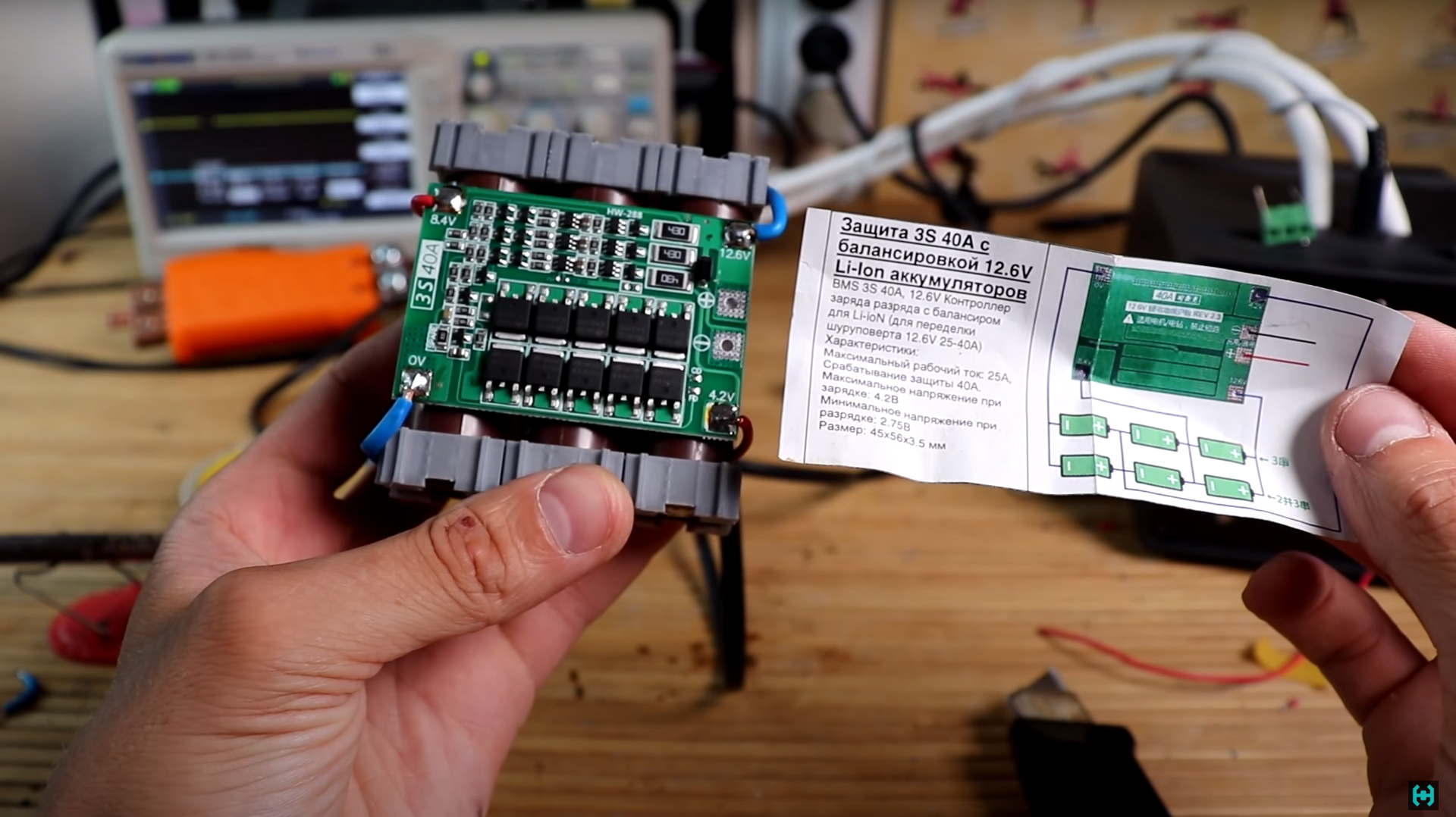
根据该技术,这种罐通过点接触焊连接,该点接触焊将导电带焊接到电池主体。不建议在这里使用电烙铁,因为这可能会导致电池内部过热,从而导致电池过早损坏。我们在组件上安装带有平衡器的所谓BMS板,然后组装螺丝起子。现在他像新人一样工作。维蒂亚(Vitya)
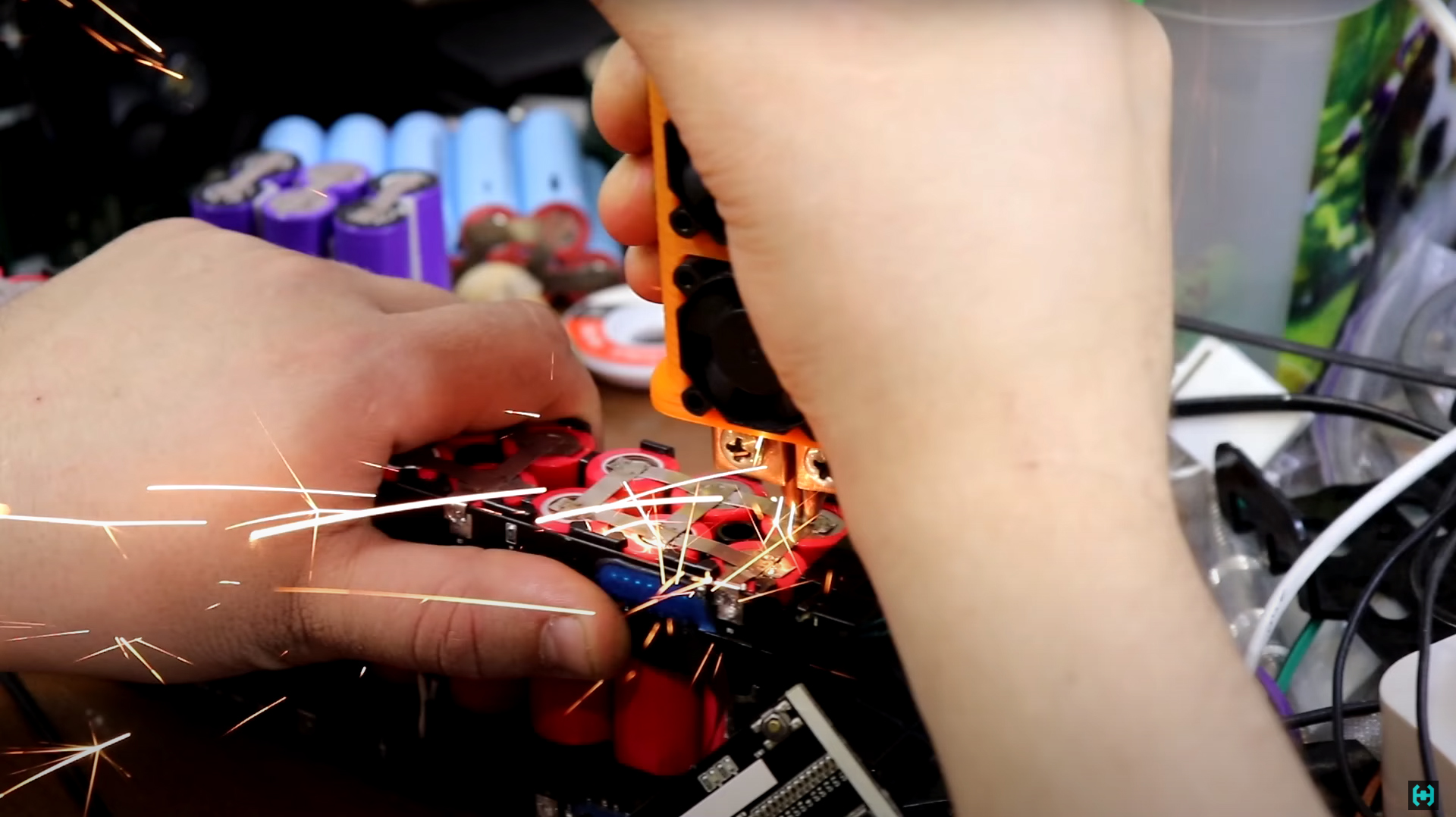
使我想到了制造焊接机的想法。一个真正修理一切的人。为了重新包装各种设备中的电池,他只使用了点电阻焊接设备。事实证明,这里的连接是如此牢固,以至于磁带实际上是从内脏上脱落下来的。这个装置给我留下了深刻的印象,我不得不弄清楚它的作用和作用方式。
实际上,这里的一切都非常简单。该设备的核心是一个微波变压器,其次级线圈已倒绕,并且控制器将MOT的初级线圈连接到电源电压所需的时间,以形成焊接脉冲。我们还需要控制器的电源,一对1.5平方英寸的铜电缆接线片。毫米和一个容纳所有电子设备的外壳。我有一个700 W的MOT,它的次级绕组截止时间很长,这是有原因的。

我们拆下电磁分流器,并仔细清洁将插入粗电线的孔。我们特别注意边缘,它们的边缘非常锋利,很容易损坏电缆绝缘层。
至于电缆本身,最好不要在这里省钱,并把这个同志带到这里。RCGM的横截面为25平方米。毫米由俄罗斯“ Rybinskkabel”制造。这是一种棘手的多股绞合线,与浸渍了搪瓷或耐热清漆的玻璃纤维编织物绝缘,具有较高的硬度,可与有机硅橡胶绝缘。它非常薄且灵活。电线的绝缘绝对不影响高温,打火机的火焰几乎不能引起至少一些阴燃。耐热蛇的长度为2.2米。
用凡士林润滑磁路的内孔。我们对电缆执行相同的步骤。尽管与便宜的同级电缆相比,电缆非常细,但您仍应尝试将4-5匝匝插入变压器。但是,这是不幸的事情。 700 W ILO只能容纳3圈。没问题!一系列的杠杆和螺丝起子可以进行救援。通常,在这么小的变压器中,接通电压并绕线4圈。

电缆接线头。尼斯,铜,25平方。根据技术,它们需要用特殊的液压机压接。由于在进一步的实验过程中可能会加热导线,因此此处不考虑焊接。此处的压接是在6面矩阵中进行的,该矩阵从各个侧面均匀地压接铜套,从而形成高质量的连接。压接后,尖端可能会形成小的凸耳,必须用锉刀将其除去。结果,我们在导线的末端得到了漂亮的压接端子。
现在,它们需要连接到电阻焊接手柄上的铜排。此处的螺栓直径为8毫米,长度为20毫米。确保安装了格罗弗垫圈,如果操作期间连接单元松动,它将提供可靠的固定。

可在速卖通订购最简单的电阻焊接手柄。但是我喜欢一个工匠创造的更高级的版本。他叫Gennady Zbuker。他本人组装焊接机,并用自己设计的笔在3D打印机上打印,以补充焊接机。这种设计被称为带有按钮和弹簧的“ ZBU 5.1”点焊电极支架。可以在Thingiverse网站上找到此类笔的早期版本的3D模型,作者确保,如果需要,每个人都可以用自己的双手制作类似的电极座。它值得尊重!您也可以在他的网站上订购耗材(不是广告,而是推荐)。
至于电阻焊接的手柄。做得很好。外壳上印有ABS塑料。版本“ 5.1”的特点是板上有两个风扇,这些风扇能够在连续运行期间冷却铜排。它们通过微型USB连接器由5伏特供电。消耗电流不超过300 mA。
从实践中我会说,在所有实验中,我都没有成功加热笔。电极是弹簧加载的,并具有“限位开关”按钮,该按钮以一定的夹紧力被触发并给出焊接命令。这种压缩可提供与焊接表面的良好电接触,确保焊点质量的可重复性,消除了火花的形成和电池的烧穿。正是由于工件的加热和同时压缩,这种焊接方法被称为“电锻”。如果需要,可以更改手柄上电极的设计以进行双面焊接。

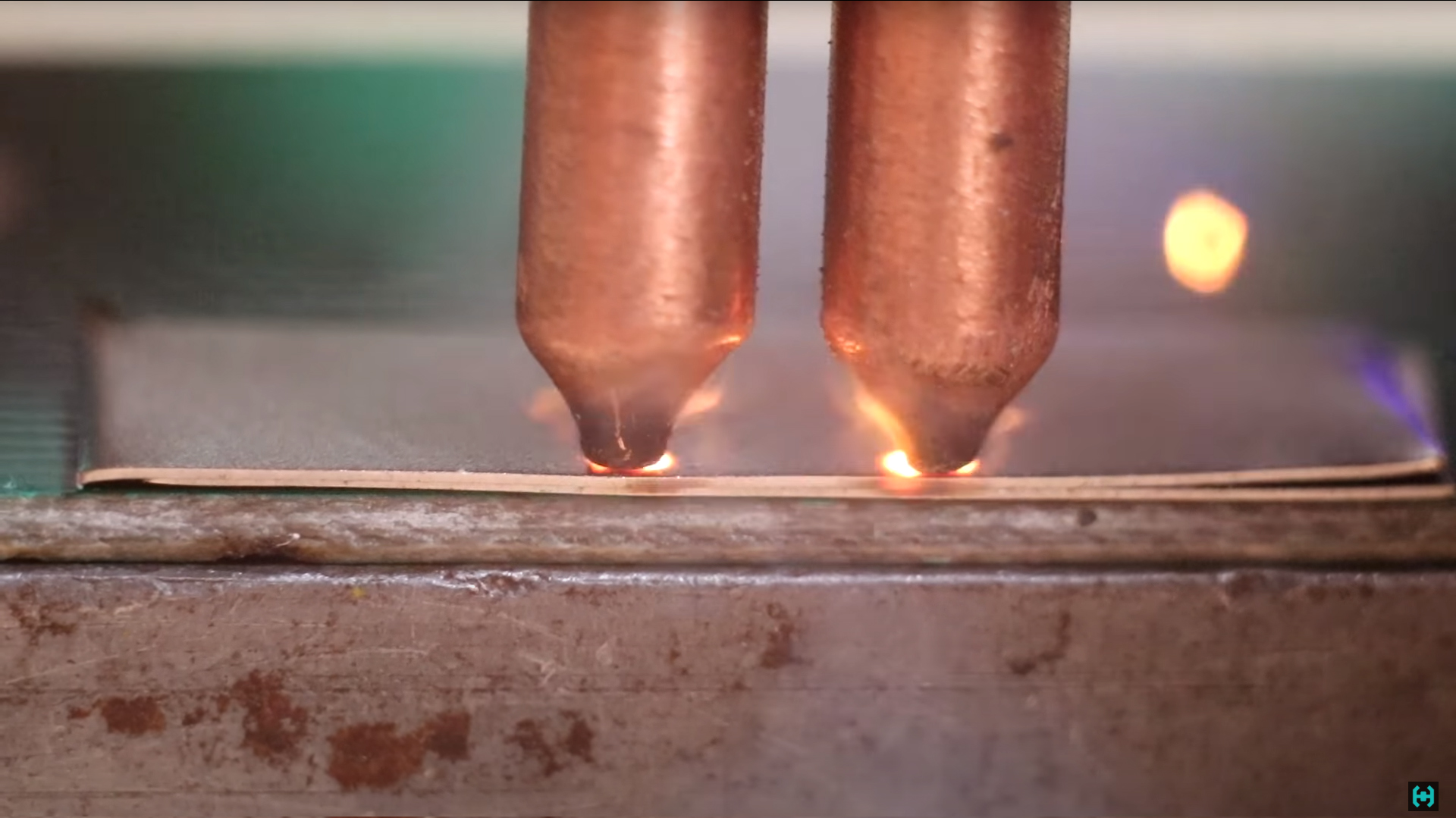
电极由耐热铬青铜BrKhTsr制成。由于电极在焊接过程中会很快磨损,因此对它们的要求是加热至600度时的形状保持力以及每平方毫米5 kg的冲击压缩力。在操作过程中,此类电极不会特别粘着也不燃烧。焊接电池的电流脉冲必须非常短,否则可能会烧伤外壳上的孔,从而导致其故障。
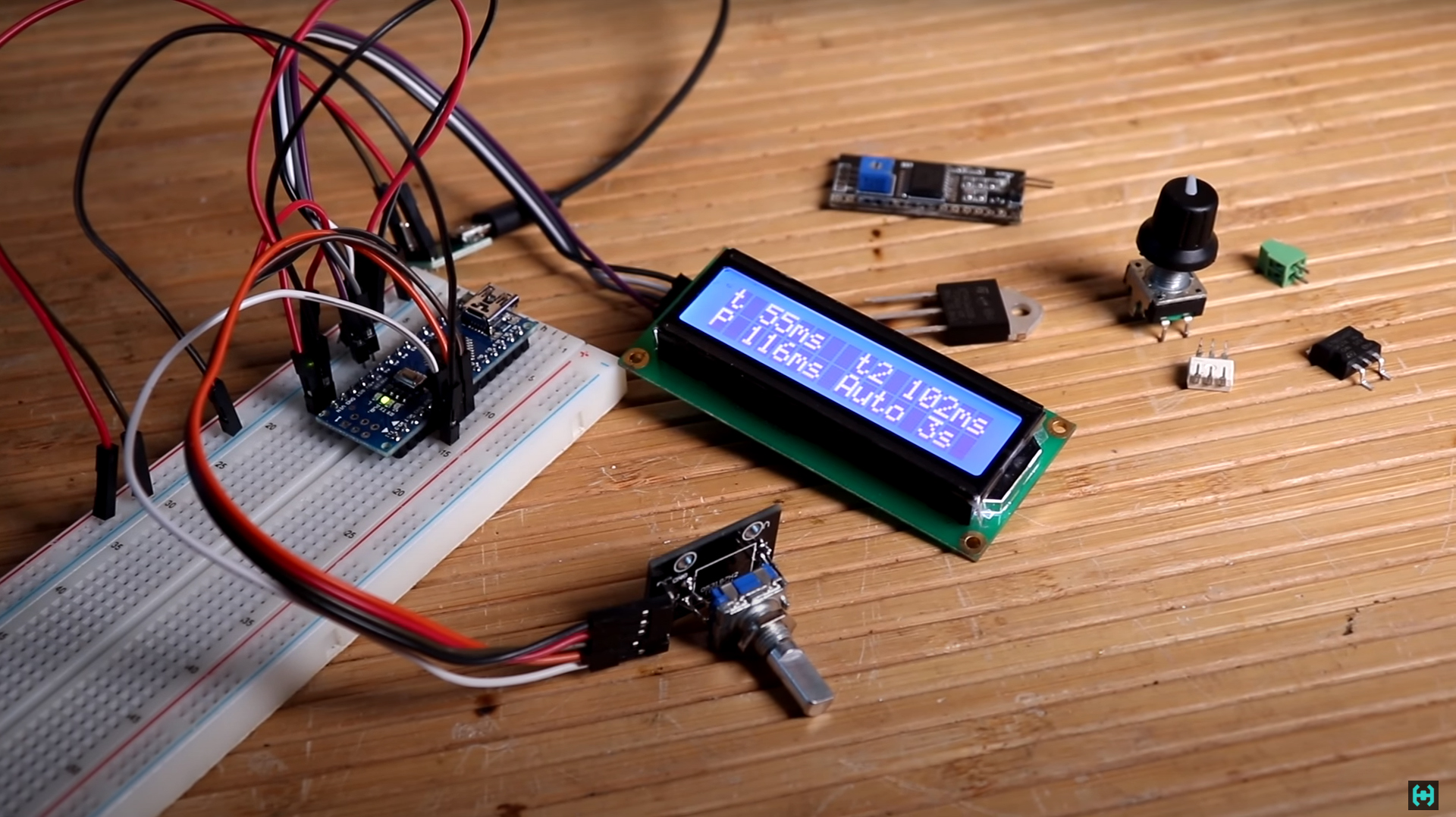
控制脉冲宽度的任务在于一个相当简单的控制器,该控制器取自一个站点。该设备是在Arduino NANO的基础上组装的,使用液晶显示器显示有用的信息。使用编码器执行菜单控制。我想到了简单而简单的方法,并开始从服务器场中可用的模块组装设备。
控制器的功能非常简单。它发出两个连续的脉冲,中间有一个停顿。第一个冲动称为“加性”,第二个冲动称为“主要”。它将金属彼此焊接。所有脉冲时间变量均可通过编码器进行调整,包括它们之间的暂停时间。电源变压器由功率相当高的40 A三端双向可控硅开关控制,安装在初级绕组的输入端。 BTA41-600标记。
为了方便使用控制器,其所有模块都可以放置在一块板上。这将使您不会对来自arduin的电线堆感到困惑。我们给董事会下毒,看看一切如何运作。指示灯闪烁,然后正确组装电路。如今,由于在中国订购其生产的利润更高,因此自制板的类型逐渐消失。是的,价格取决于大小,但这是另一个问题。
我们根据其指定位置放置用于电阻焊接的控制器模块。您可能已经注意到板上的触点是镀金的。看到他们在焊接过程中如何表现自己很有趣。镀金触点的独特之处在于,它们不易受到金属表面各种类型的氧化的影响,从而使电路板可以保存很长时间。对于大型行业而言,这是正确的。焊料还散布在煎锅中的黄油等触点上。
组装设备后,您需要将草图上载到arduina板上。我们只需单击几下即可通过FL Prog程序执行此操作。该程序在几秒钟内被注入大脑,所有进一步焊接所需的设置都显示在屏幕上。

现在让我们做一个漂亮的控制面板。为此,您需要在塑料面板上标记所有必要的窗口和将来的孔。我们用钻头小心地切出了窗户,然后用一开始就修理的螺丝刀在孔上钻了孔。
我们将一个12伏的开关电源放在ILO机箱内部,并将电源线推入其中。它的长度是一个半米。我们将所有必要的电线以及原则上的所有电线都分发到了连接器。随着电子的整理。

所有这些操作的结果是,我们得到了一个非常好的点焊控制器。电源线通过外壳顶盖上的孔引出。还有一个用于连接“限位开关”按钮的连接器。一切在美学上都令人愉悦且简单。在我看来。所有频道订阅者都知道什么也不会发生。必须出问题了。这就是其中一种情况!现在该测试运行中的设备了。

对于焊接,我们使用一块旧电池和一条0.15毫米厚的镍带。将每个脉冲的焊接时间设置为20 ms。这对应于来自网络的交流电压的一个周期。如果有50 Hz,则为十分之一。测试的结果表明,磁带在最短的时间内不仅被烹饪,而且被烧穿。现在这不是电池,而是持续通风...
在其他罐上,焊接过程有所不同,烧穿较少,但是电极之间的胶带被加热到红色。很好奇。此外,在某些电池上,胶带已焊接,因此几乎无法撕下,而在另一些电池上,在同一焊接时间,根本没有影响。胶带确实剥落了外壳,在金属上只留下两个凹痕。数字示波器有助于理解问题,它可以记录信号以供进一步研究。

电池电量耗尽的原因是电源变压器的工作时间与设定值不符。这里的问题显然是软件,因为开发人员的草图已反复上传到另一个arduinka,但这没有任何结果。现在,根据我们设置的参数,光耦合器上的信号应为10毫秒和60毫秒。但实际上,此时间要长80毫秒和125毫秒。自然,这段时间足以使电极之间的镍板过热并使某些电池的底部燃烧。
如果您中间有程序员,我有个要求,请看一下代码并修复那里的错误。就简单性和重复性而言,这是一个很好的项目,但最终却遇到了麻烦。我们试图理解此代码的丛林,但是我们所拥有的最大知识是在加载程序时渲染图片。总的来说,我在这些事情上遥不可及,但是还可以!
您需要摆脱困境。

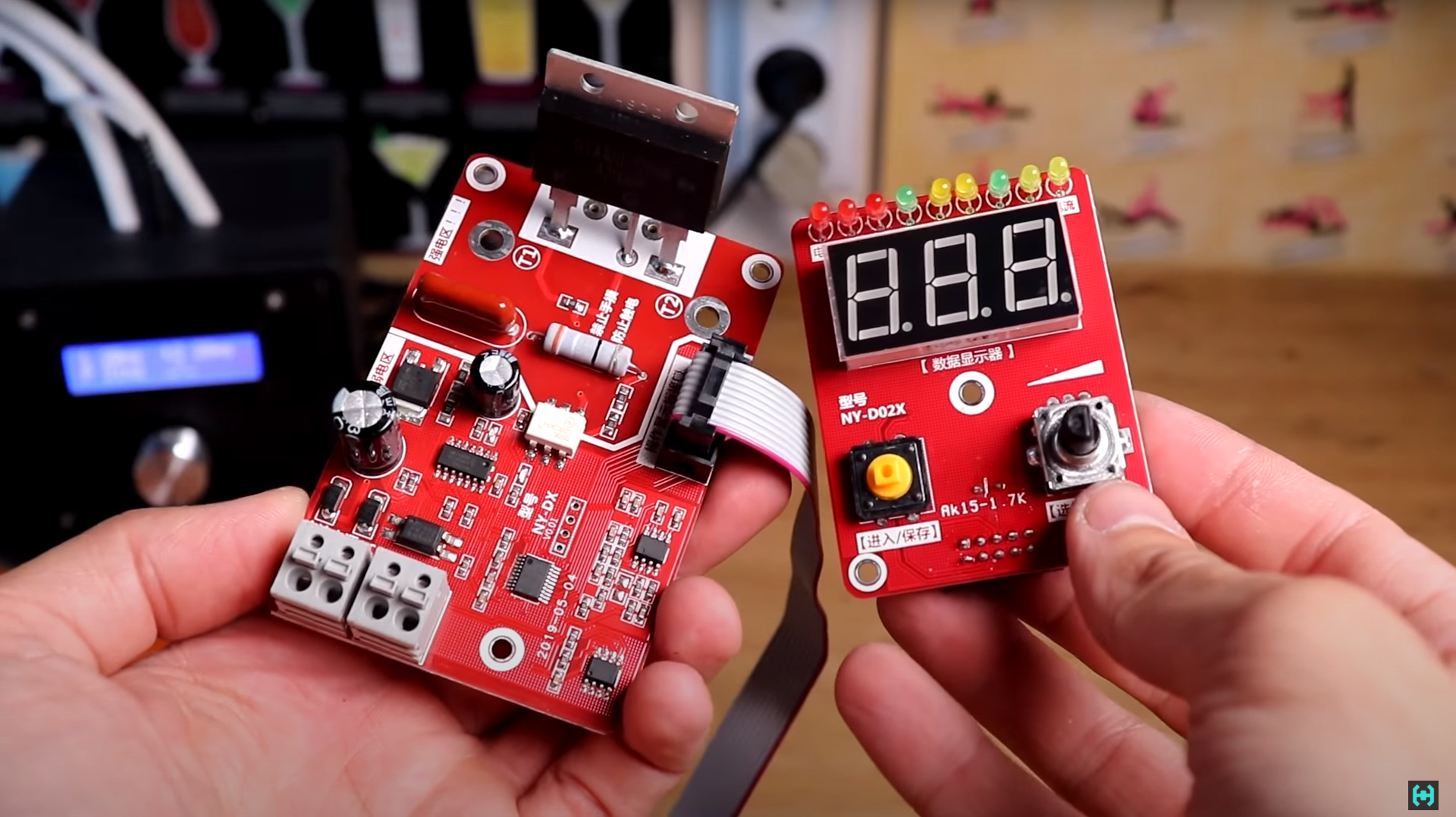
中国有现成的点焊控制器,需要订购和等待。这是最先进的主板版本之一。型号NY-DO2X。除了它会产生两次带暂停的脉冲外,还可以调节功率。此处安装的双向可控硅额定电流为100安培的BTA100。工作电压为1200V。
我们标记并切出了新控制面板的孔。在这个阶段,我们不着急不要砍掉一些歪曲的东西。我们在板上看到了几个连接器。左边的第一个被提供9伏交流电压。第二个从电极架或外部踏板连接到按钮。如果您有一个没有按钮的旋钮,或者只是喜欢踩踏板,那么第二种选择是不错的选择。可以从家用电话的一些旧电源中取出用于为电路板供电的变压器。 300 mA的电流足以满足您的需求。
通常,我们尝试将胶带粘在电池上。我们按下手柄,有一种冲动,这里有什么。烹饪不正确,胶带粘在电极上。感觉像700 W的变压器没有足够的功率在短时间下焊接胶带。毫无疑问,我会穿衣服去无线电市场寻求功能更强大的微波ILO。
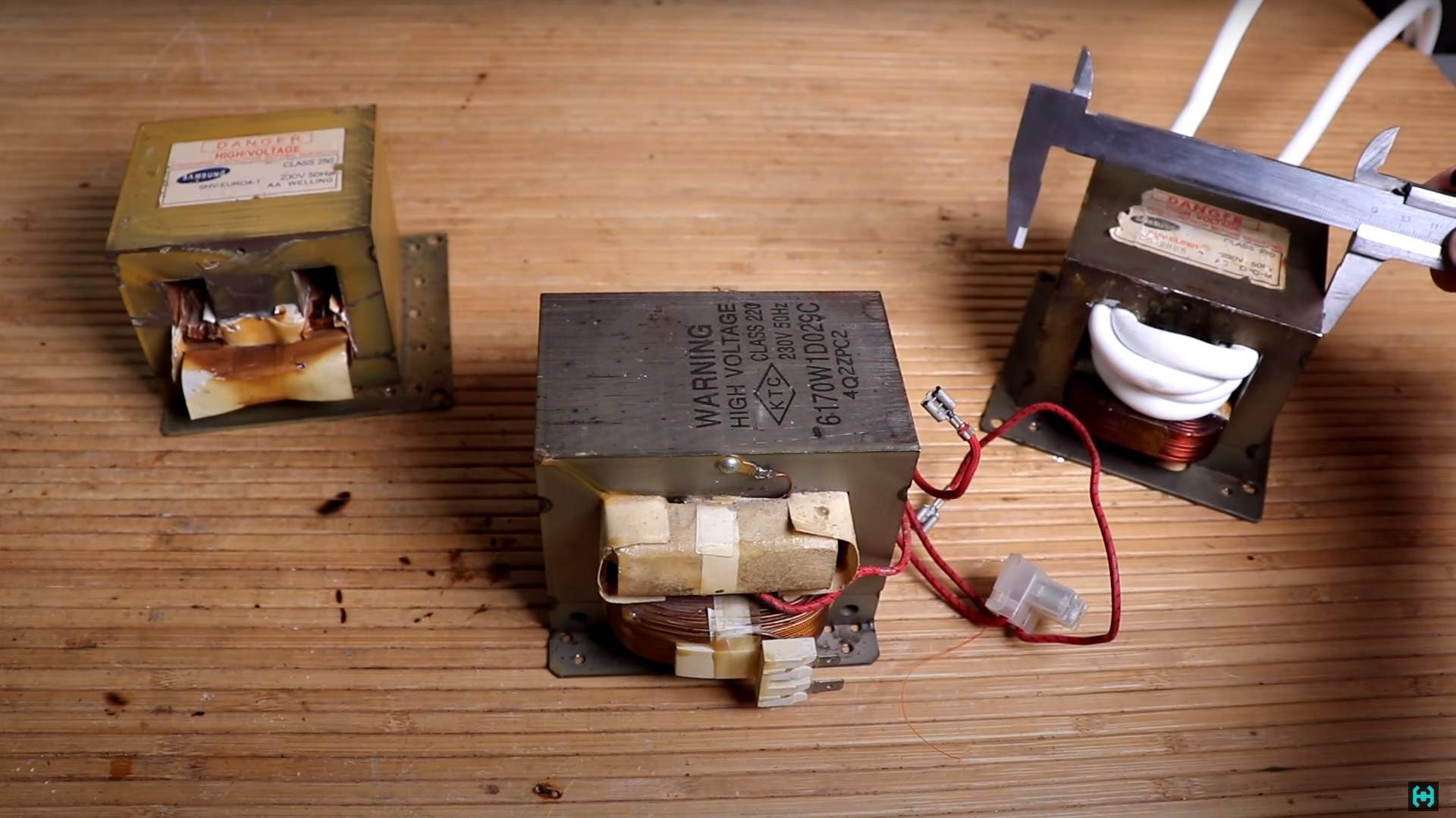
从左至右的变压器:700W,800W和900W。磁芯越大,功率越大。在这里,您可以看到900 W版本比之前的版本大多少。尺寸:长106毫米,高89毫米,宽66毫米。
可以使用家用微波炉在sofMOT上制造更高级的焊机,但首先,他们需要一个庞大的机身,其次,这是重量,其次,并不是每个人都可以处理如此罕见的工件。我们不要生气上帝,而要把无线电市场带来的变压器放在刀下。用钢锯切割次级绕组最方便。铜非常柔软,因此切割速度很快。
我们用铁棒从芯子上敲出电线。总共需要20分钟。我们不会丢弃铜编织带,而是将其出租作为废料并购买啤酒。确保卸下为磁控管的软操作安装的分流器,并清洁磁路中孔的边缘,如前所示。如此大的变压器可以轻松安装4匝。如果您愿意,您也可以容纳第5个,但我没有翻译凡士林。)用一个强大的三端双向可控硅开关,我们焊接了新倒绕的ILO的初级绕组。我们不为焊接而后悔,而是为自己做一切。
连接图只是基本的。甚至一个孩子也可以应付。是时候尝试将这种“第二”焊接机组装成一个薄膜了。在下一个问题中,通常会在上面放上三层惨败,上面放上一层厚厚的巧克力,我又花了600美元,用别人的红外热像仪来拍摄。通常,该渠道是一种昂贵的享受。吸收别人的经验和别人的错误。与我不同,您不必为此付费。一切都是免费的。

使用中文控制器的快速指南。按住红色按钮约4秒钟。设备将进入电源电压校准模式。必须根据插入插座的万用表的实际读数进行设置。目前尚不清楚为什么需要此功能,但是设定的数字将与网络中的电压成比例变化。
数字上方的灯泡是什么意思?第一个LED指示电源存在。当按下手柄上的按钮时,第二个LED点亮。第三个仅在有脉冲时点亮。通常,前三个红色LED仅用于提供信息。第四个绿灯是运行时间计数器,它总结焊接堆中每次踩下踏板或“限位开关”的时间。双击红色按钮可重置计数器。接下来是橙色的LED。第一个设置“第一个脉冲”的持续时间。定期选择。让我们将其设置为等于20毫秒。第二个LED设置脉冲功率。假设35%。最低30最高99.9%。橙色指示灯之间的绿色LED定义了脉冲之间的暂停。也在分期。让我们放2。最后两个橙色LED也确定持续时间和功率,但是已经确定了“第二个脉冲”的持续时间和功率。让我们放置2个周期并将功率调高100%。实际上,仅此而已,现在您可以戳入一些胶带,查看焊接的进行情况,研究要点,选择控制器上的模式,等等。

点焊所得机器的简要特性。成品设备的重量为5.7千克。 MOT的次级绕组上的交流电压为3.8伏。焊接期间记录的最大电流为450安培。这与设备操作期间的一种有趣的效果有关。导线的磁场非常大,以至于它们彼此相距20厘米,它们的磁芯同时强烈地吸引附近的任何金属,因此我不建议在设备上使用铁盒,因为在焊接时会发出令人不愉快的声音。
如果次级绕组短路,那么即使是700 W的ILO也能够将网络负载提升到超过4 kW的值。我不知道还有多少,因为当达到这样的负载时,电表就会进入防御状态。同时,次级绕组电流超出了万用表的测量极限600A。在初级绕组的输入端,最大电流固定为21安培,而网络中的电压从230伏下降到217伏。
在持续运行的情况下,国际劳工组织的核心将升温,在4分钟内其温度将达到约52度。这是空载的。在实践中,随着温度的升高,变压器开始更难烹饪,这可能导致电池烧坏。在这种情况下,用风扇吹变压器是公平的。

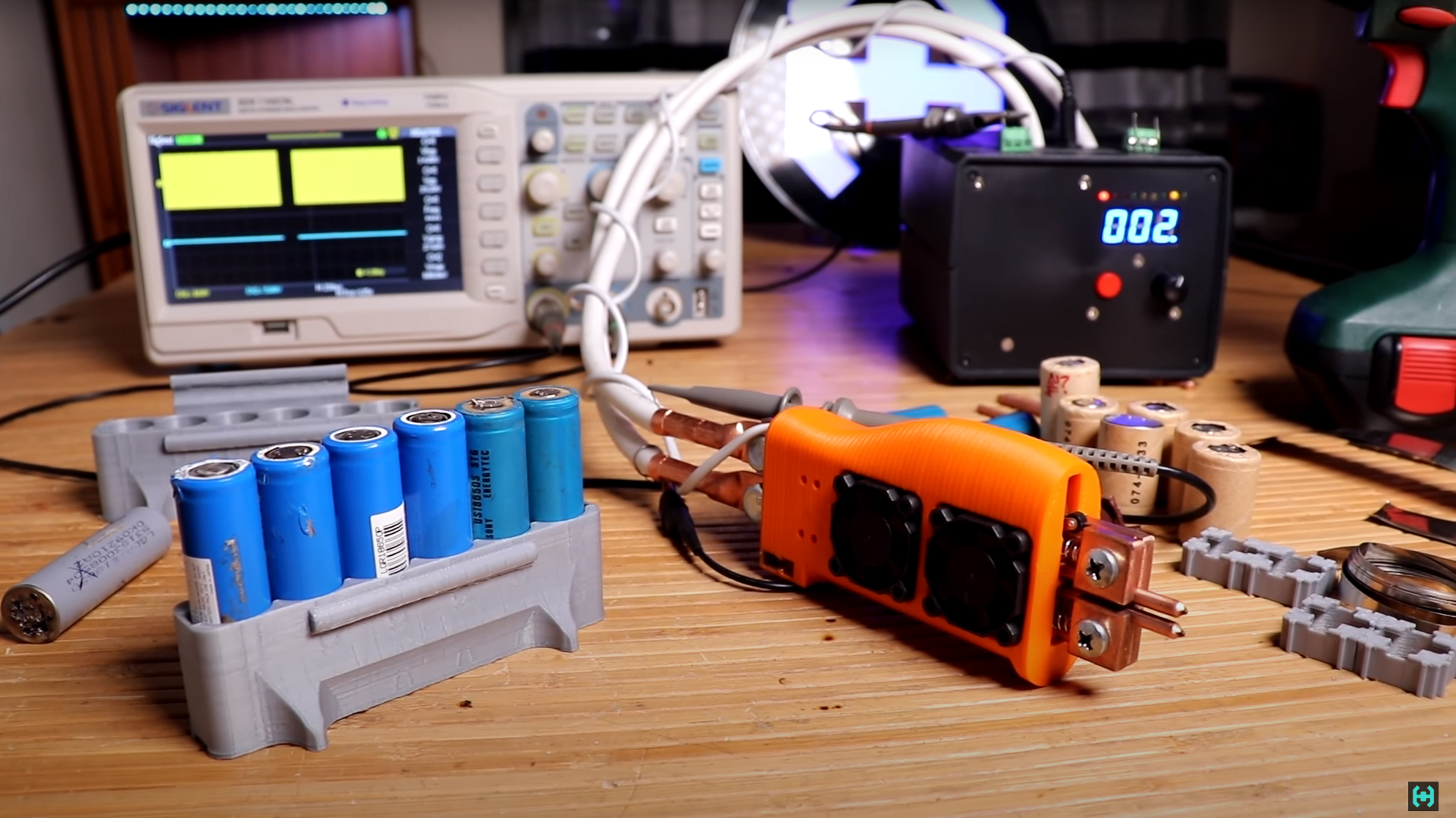
我们专门转向焊接。首先,让我们看看信号在示波器上的外观。设置:第一个脉冲是一个周期的30%,两个周期处于静止状态,第二个脉冲是两个周期,对整个线圈供电。我们制作一个焊点并记录信号。我们将看到容量为30%的截止期。金属进入两个静止周期后,便会产生一个强大的冲动,持续时间为两个周期,功率为100%。
控制器通过监视从零开始的相变,几乎在零电压上升时以100%打开三端双向可控硅开关。可以看出,电压和电流相对于彼此略有延迟。控制器以50%的电压打开三端双向可控硅开关元件电源电压的一半周期。此方法类似于脉冲宽度调制。此模式用于调光器-调光器。白炽灯的发光亮度将直接取决于切割的正弦曲线的面积。在我们的情况下,这对于各种精密焊接都是必需的。

现在我们的任务非常简单。您需要将点焊带焊接到电池上。但是这里出现了两个问题。我们将烹饪哪条胶带和哪块电池?还记得我们700瓦变压器的焊工拒绝焊接镍带的那一刻吗?这种情况与新的900 W国际劳工组织相同。
一开始,很长一段时间我都不明白原因是什么,但是有两个重要的观点。与普通电池不同,大电流电池的外壳壁稍厚。外壳的金属也许不同。我们的镍带也很棘手。综合所有这些因素,即使进行强力焊接也无法获得理想的结果。
解决该问题的方法是将镍带改为钢。它的顶部似乎也镀镍,但接下来我们将其简称为钢。在与以前相同的装置上进行焊接,然后用钢棒将钢带焊接起来。用钳子将其撕掉而不造成破坏是行不通的。组装好的设备完全满足了分配的任务。

现在让我们看一下点焊的基本要求。必须选择脉冲的持续时间和功率,以使焊接处的过热尽可能小。它在焊点周围以褪色的颜色出现。这不是很好,因为金属在这些地方会部分烧毁,这会导致接头强度特性减弱。理想的焊接看起来像这样。没有过热,点是白色的,胶带从电池盒上脱落下来。这是我们必须实现的结果。
水下的岩石。其中有很多,首先您需要了解金属中电流的物理原理。与电极接触的位置中的金属表示对电流的最大电阻,因此该位置将非常热。我们的任务是将金属加热到产生所谓的焊接芯的程度。在此过程中,加热不应在电极本身下发生,而应在金属板之间发生。在这种情况下,必须以非常强劲且短的脉冲尽可能快地制造焊接芯。如果缓慢加热焊接处,热量会在各个方向上散布到电池中,而不会达到预期的效果。

电极通常是一个独立的世界。假设您已经长时间烹饪18650电池的组件,并且有一次您决定对其进行锐化处理。末端变得锋利,美丽。但是在最初的焊接点,我们将使用褪色的电池,因为电极很可能会沉入罐体中。这些电池中的一些值得发财,损坏其中一个电池是不可接受的。
到底是怎么回事?事实是,电极越锋利,与金属的接触面积就越小,结果,在相同电流下,该位置的加热速度会更快。焊接芯的形成如此之快,以至于它熔化了电极下面的所有金属。
另一个非常重要的一点是,焊接时,电极必须严格垂直于电池。他们不应该倾斜进入。触点上可能会形成一个小斜角,由于流过电极的电流不均匀,迟早会导致烧坏。在同一示例中,很清楚为什么需要低功率的第一加性脉冲。
电极之间的距离会影响什么?从理论上讲,它们相距越远越好。较少的损失将在上部分流工件上。但是,正如实践所示,您可以在此处进行设置,并且无论距离多远,都可以实现高质量的焊接点。在这里,您使用的磁带的宽度起着很大的作用。
通常,设置脉冲持续时间和功率就是一切。我能够焊接0.2毫米。具有强度特性的胶带,它会随电池盒的碎片一起脱落。胶卷中的所有电池都放电了。
选择焊接设置的建议。在这种情况下,有许多因素会影响最终结果。例如:您发现一种模式可以在相同的胶带和电池下很好地工作。但是,如果您更改一件事,则可能还必须更改设置。现在,假设您有一堆杂色电池,您将如何烹饪?焊接功率和时间必须从低到高调整。我们提出了一个要点,磁带脱落了,没关系,我们提高了力量,然后观察。现在磁带上有内脏杂物了。确实需要什么。好吧,你了解一切吗?

我认为值得再次列出所有可能影响点焊最终结果的因素。
公寓内的电线。特别为该膜制作了横截面为2.5平方的延长线。尽管这样,但弱的700 W ILO还是设法浪费了负载网络。
主要的焊接特性取决于变压器的功率,电源线的横截面,其长度,匝数以及带有手动触点的连接节点的质量。
电极的材料,电极之间的距离,锐化和夹持力起着重要的作用。电阻焊接带的材料,厚度,宽度和形状决定了很多。电池类型和壁厚。甚至国际劳工组织的温度也值得考虑。
基于上述所有情况,在每种情况下,都应选择控制器上第一和第二脉冲的设置,以获得具有最低褪色的最佳焊接芯。
事实证明,用于电阻焊接的组装设备非常紧凑且用途广泛。他只打算为来自中国的螺丝刀和电烙铁焊接电池,这需要24伏电源。维修期间通常缺少便携式工具。单元构造器我们在3D打印机上打印18650电池,它们简化了形成具有不同电压和容量的组件的任务,使您可以按任意顺序添加元素。组件通过特殊的凹槽相互连接。现在,自己重新包装旧的踏板车将不难。
以供参考。本集的拍摄时间超过2个月。当我研究这个话题时,我什至无法想到会有这么多细微差别。在成本方面,由于将近2台焊接机必须购买备件,因此薄膜的预算超出了预期范围。总共用了3米的镍带,损坏了2个优质电池。两打坏人用光了。
好了,视频已经播放完了,现在,您可以喝酒了,为下一个版本做准备。
正如尤达大师所说:
听您的话-一切都很困难。你听到我说的话吗?
-你应该感觉到力量,它在你,我和石头之间,无处不在...-
是...
在YouTube上该项目的全部视频
存档与有用的东西
我们的Instagram